-
304 stainless steel seamless pipe blanks by quality, observed macroscopic fracture morphology analysis of the heating system and hot tube perforation occurred in pickling and cold working process, the analysis of the 304 stainless steel seamless pipe processing fracture causes. Noted rational selection process and adherence to the rules will reduce steel processing fracture. It made a number of concrete measures to prevent the occurrence of processing 304 stainless steel seamless pipe breakage.
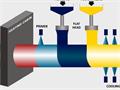
Pickling) machining quality and yield, so hot piercing is one of the most critical step 304 stainless steel seamless pipe processing. The main factors affecting the quality of the thermal perforation are: billet heating system, perforated front billet temperature punch roll speed and penetration rates, capillary size and specifications .... stainless steel, etc., especially when the heating temperature and billet piercing machine when the roll speed selection unreasonable, in addition to easy to form a seamless 304 stainless steel inner and outer surfaces fold of skin, often cause capillary form a layered or implode. Layered shortage tube formation is often associated with high temperature or a hot piercing punch related to the roll speed too fast, capillary stratification during reaming it will crack, can be clearly observed from the fracture to the layered morphology. Layered steel caused by the above reasons, when the processing of stainless steel tube into a mechanical elbow find internal cracks.
-
304 stainless steel seamless pipe corrosion resistance
1.304 seamless stainless steel is a versatile stainless steel, it is widely used to produce good overall performance (corrosion resistance and formability) of equipment and parts.
2.301 stainless steel in the deformation showing a significant hardening phenomenon is used to require a higher intensity of various occasions.
3.302 stainless steel is essentially a higher carbon content of 304 stainless steel seamless pipe stainless steel variant, it may be obtained by cold rolling high strength.
4.303 and 303Se respectively containing sulfur and selenium-cutting stainless steel, the main requirements for cutting and surface Guanghao high occasions. 303Se also necessary for the production of stainless steel hot forging of parts, because in such conditions, this steel has good hot workability.
5.304 L stainless steel seamless pipe is low carbon 304 stainless steel seamless pipe stainless steel variant, for the need for welding applications. Lower carbon content makes it close to the weld heat affected zone to minimize carbide precipitation, and carbide precipitation may lead to stainless steel intergranular corrosion in certain environments (welding erosion).
6.304 stainless steel seamless pipe N is a nitrogen-containing stainless steel, add nitrogen to improve the strength of steel.
7.305 and 384 stainless steel with high nickel, the hardening rate is low, suitable for cold forming requires a variety of occasions.
8.308 stainless steel for the production of electrodes.
9.302B is a high silicon content of stainless steel, it has a high temperature oxidation resistance.
-
Seamless steel pipe to stress annealing is to eliminate the plastic deformation processing, welding and casting caused by residual stress exists in the annealing process is carried out. Forging, casting, welding and machining within the workpiece after the existence of internal stress, if not removed, will deform the workpiece in the processing and use of the process, affecting the accuracy of the workpiece. Using stress relief annealing process is very important to eliminate the stress generated in the process.
Stress relief annealing heating temperature is lower than the phase transition temperature A1, therefore, the entire heat treatment process does not occur organizational changes. Internal stress eliminated mainly through the workpiece incubated slow cooling process. In order to more thoroughly eliminate stress within the workpiece, the heating temperature in the heating should be controlled. It is generally a low temperature furnace, and then about 100 ℃ / h heating rate to give a predetermined temperature. Weldment was slightly higher than the heating temperature should be 600 ℃. Holding time, as the case may be, usually 2 ~ 4h. Casting stress relief annealing to take maximum holding time, cooling speed control (20 ~ 50) ℃ / h, before cooling to below 300 ℃ baked cooled.
-
Seamless steel pipe rolling is the main deformation process of hot-rolled seamless steel pipe production, its role is to make the capillary wall thickness of the pipe wall thickness near or at the finished product, and the elimination of longitudinal wall thickness of the capillary produced during piercing and uneven, the other can improve shortage of surface quality of the inner and outer tube, the outer diameter of the control blank pipe and roundness. Hollow shell rolled into a tube close to the finished size of the shortage.
1, The automatic rolling machine: automatic rolling machine for the two-roll irreversible type vertical mill, which is characterized by a pair of high-speed reverse rotation roll back feed roller in the work rolls, the role is to go through a rolling capillary to the foreground a second rolling, and therefore its low productivity, most domestic unit has been transformed or eliminated. Roll material is infinitely more chilled cast iron, ductile iron or chilled ductile iron, hardness HSD50 above.
2, Two rollers rolling units: Rolling Mill is a more advanced steel mill, which is perforated after hair long sleeves on the mandrel, and through multi-rack sequential arrangement adjacent rack roller seam mutual mistake 90 ° the continuous rolling machine rolling. Rolling roll material mostly nickel-chromium-molybdenum unlimited Chilled ductile iron (also known as pearlite ductile iron), nickel-molybdenum unlimited Chilled ductile iron (also called nodular cast iron needles), female part hardness HSD50-65. Foreign design first frame rolling roll and some use of forged steel or graphite materials to further enhance the strength of the vehicles roll.
3, Three-roll rolling units: adjustable three-roll MPM tube machine (PQF) Italy INNSE companies overcome the inherent limitations of the two-roll MPM and developed, since it 360 ° aperture type is divided into three parts, reducing the gap between the linear velocity of each roll groove bottom edge, and thus high precision steel rolling. Small PQF rolling mill rolls are monolithic, nickel-chromium-molybdenum unlimited Chilled ductile iron, hardness control HSD55-65 when more appropriate; large PQF rolling mill roll assembly-made, that the use of roll wear preferably a nickel-chromium-molybdenum unlimited chilled ductile iron, high-strength forged steel shaft material, and after quenching, can be reused, significant cost savings, this structure has been successfully used in Tianjin steel Tube company.
4, Assel pipe mill: Assel tube rolling three-roll rolling, which consists of three driving rolls and a mandrel consisting of a closed loop line pass. ROLL identity inlet cone, shoulder rolls, flat area and four outlet cone, materials used 4Cr5MoSiV1 forged steel, semi-steel or alloy cast ductile iron, heat treatment hardness: forged steel rolls controlled HSD65-75, semi-steel roll control in HSD50 -60, iron alloy roll control in HSD55-65 (this kind of material rolls imported unit design, examples of successful application in the country less).
-
Thread seal of tubing & casing is a special thread oil industry, mainly used for oil pipeline connecting oil pipeline and various accessories and connections, a seal does not require any filler (such as flax, yarn, asbestos fiber, rubber, etc.) simply coated with a suitable thread sealant can achieve sealing conical threads. Inside, when combined with external thread mutually centering the guiding role of good, easy assembly, disassembly, can withstand large axial force, interchangeability, long life and can be reused many times. Because of these characteristics, in the oil industry, the amount of large, very versatile, especially its hydraulic seal reliability is more important role in the use.
1. Conical sealing
When a pair of inner and outer cone with each other, as long as the end face of the balance enough, you can achieve with a combination of axial displacement at the surface interference. And can improve the quality of the processing of the joint surface, increasing the axial force method of increasing the contact area and pressure at the contact surface, thereby obtaining a tighter annular pressure contact section. The greater the possibility of the formation of the contact area of the leakage channel is also smaller, more reliable sealing performance. Tapered pipe thread sealing - and oil pipeline thread is a special thread cone seal forms a groove with.
2. Thread sealing
As long as the end face of the balance (standoff) enough, you can tighten the thread and taper pipe thread connection generated when the axial displacement easily get a preload at the sealing surface. Through the discussion of the form of cone seal, when the inner and outer tapered pipe thread with each other at the junction surface must form a continuous, uninterrupted annular contact area in order to maintain the pressure seal. Thread cone on the oil pipeline, due to the presence of the thread increases the contact area of the tapered helical surface, resulting in a pressure medium through a difficult maze labyrinth. It is advantageous for the seal, but also make the thread contact surfaces of various contact error increases, which in turn increases the possibility of leakage. This requires that tapered pipe thread in the design, manufacture various geometric elements should be as accurate as possible. And when in the course of the tightening force is applied within it, an external thread tightly screwed to produce a certain amount of interference, so that thread by squeezing, stretching, bending and other produce complex deformation of the contact surface between the remedy defects, plugging gaps exist in the contact surface, cutting off the leakage channel.